Mini-Mapper 12: Making a motor encoder disk
This turned out not very well. Not so surprising really, since drilling lots of 1 mm holes in precise positions in a very small piece of plastic was always going to be a challenge.
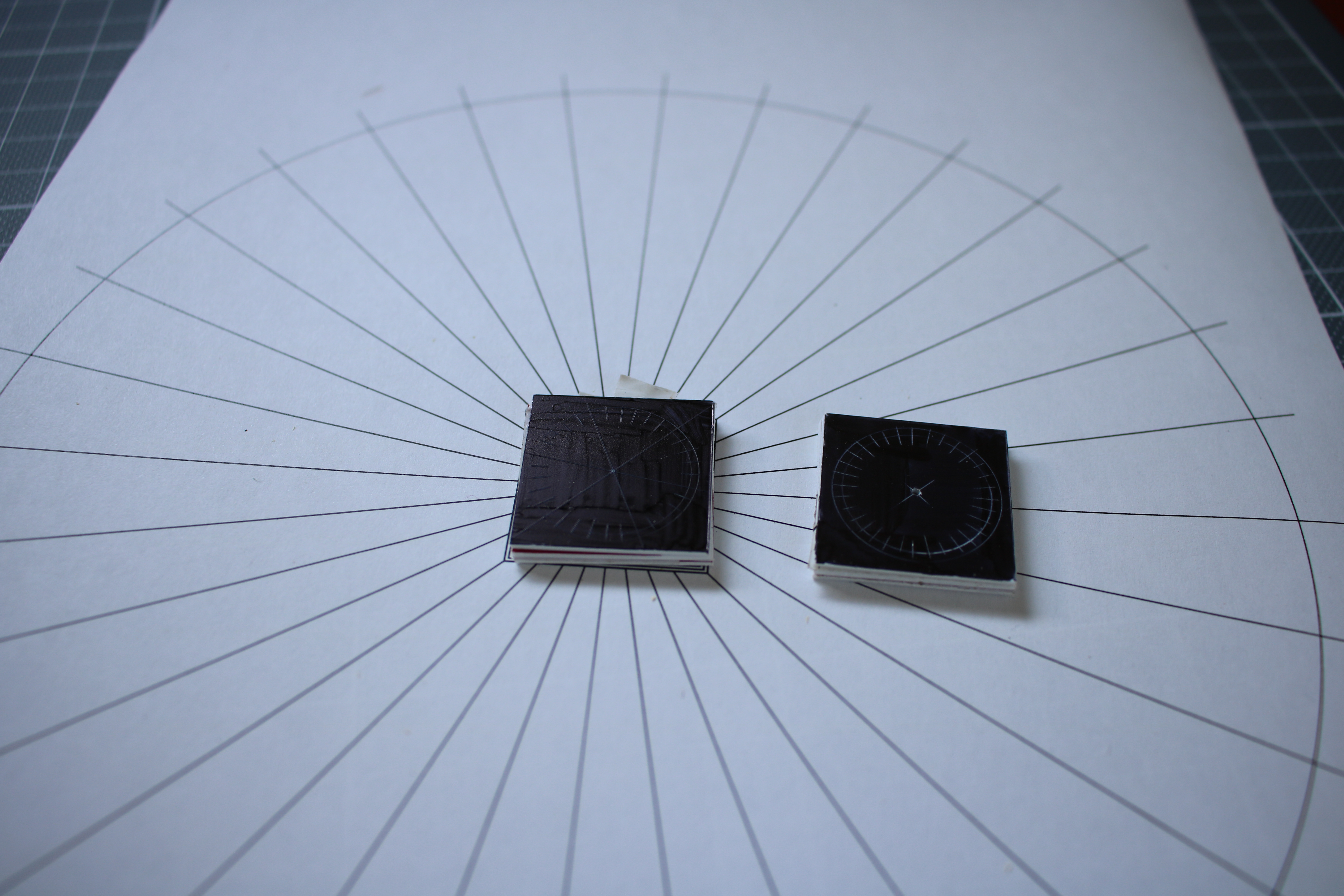
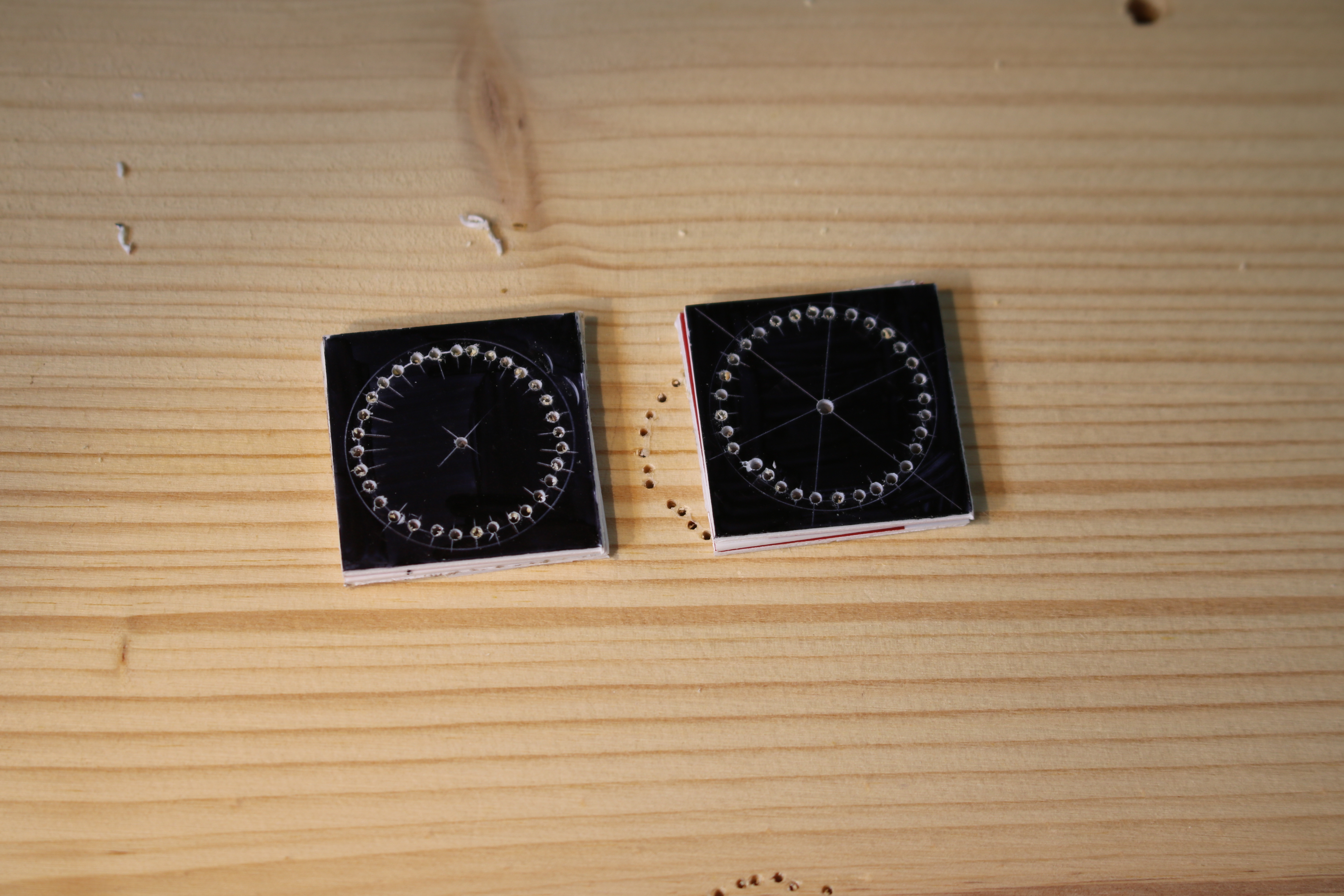

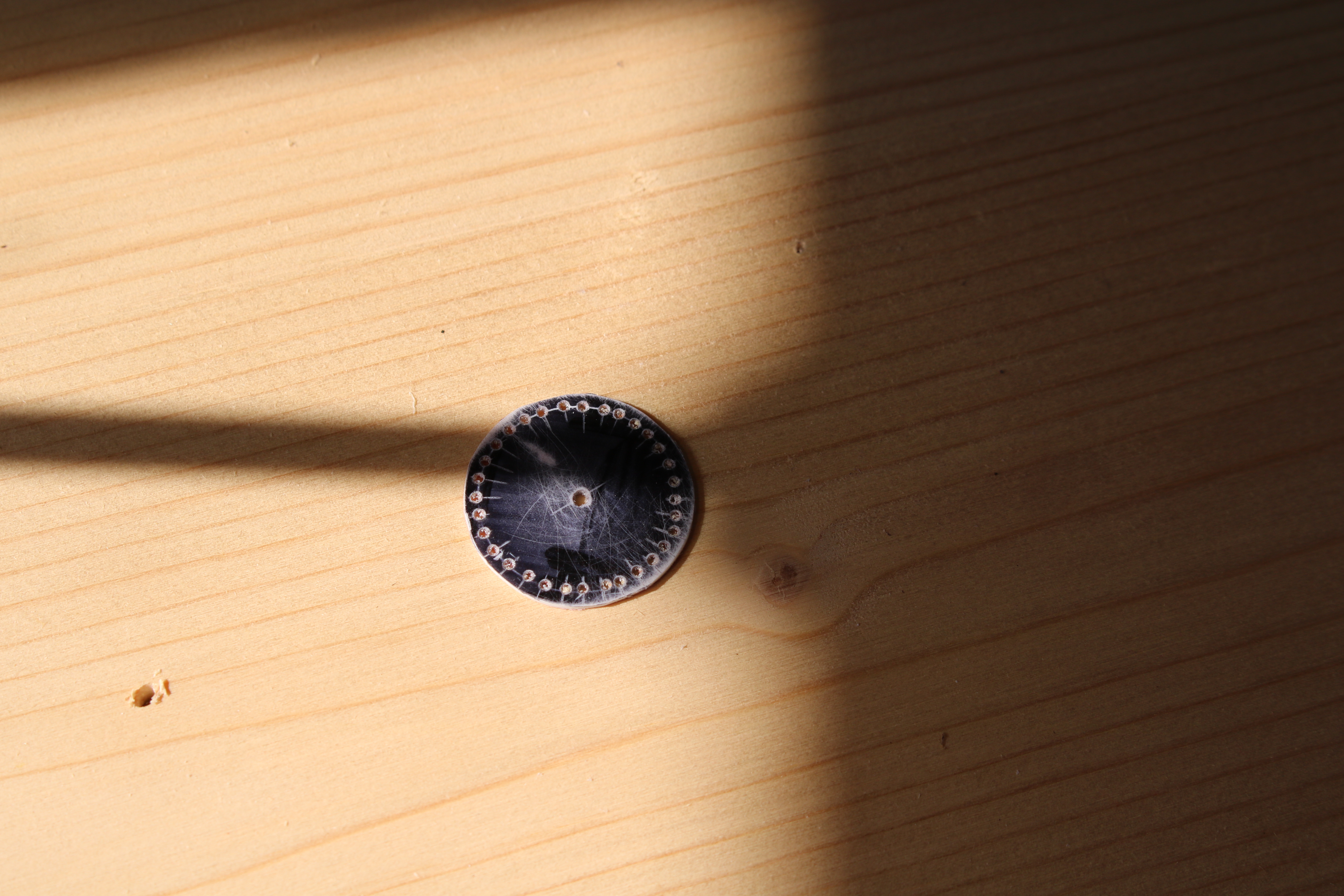
The approach I took sort of worked, at least once I’d slightly modified the way I was going, but then I made a mistake drilling one of the holes and ruined the “better” example I was making. So I ended up using the less good one, which really isn’t all that good.
I know what to do now though, which is probably what I should have done in the first place. I’ll make an encoder disk as a PCB, since that’s a source of precision manufacturing I have easy access to!
And here’s what I just ordered from Aisler:
I got a little bit of help from Felix at Aisler to make sure that the thing was going to be manufacturable. I learnt two useful things:
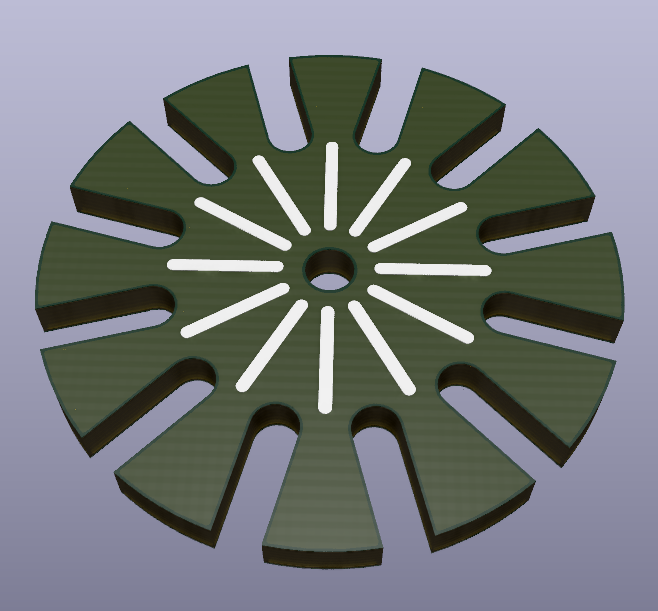
First, if a feature doesn’t show up on the Aisler board viewer as being drilled or milled, it’s probably outside of the design rules and won’t work. The board viewer is really clear about this. Compare the (bad) view on the left below — all those grey slots won’t be milled at all, because they’re too small. The (good) view on the right shows a design with slots that will be milled, because they’re just wide enough for the minimum mill tool diameter from the design rules.
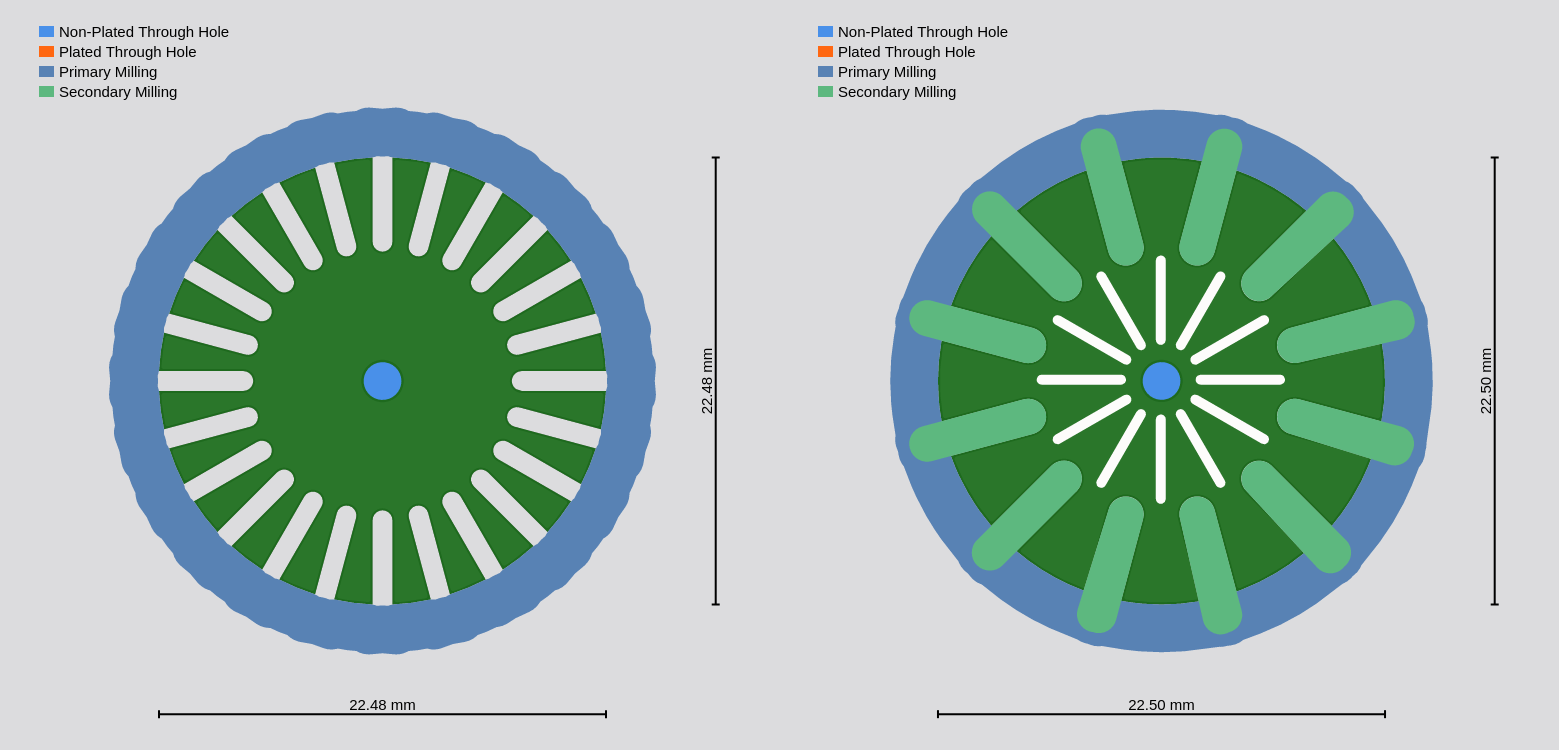
Second, if you’re going to make PCBs that have weird shapes, you have to think about workholding. The manufacturer needs somewhere on the edge of the board to put tabs to panelise the thing. If you look at the left-hand design above, you’ll see that there are slots at the top, bottom, left and right edges of the board. Not so easy to put tabs on that to fit it into a rectangular panel! The solution is to rotate the disk a little bit, to put teeth rather than slots in those orthogonal positions. I hope that should mean it’s easy to manufacture these things.